Basics of Rubber Compression Molding Tools
-
 By
Lee Lechner
By
Lee Lechner - Nov 29, 2021

If you're looking at advancing your Play-Doh molding techniques and be the coolest kid on the block, this post is probably a tad more advanced than you need. Honestly, if you actually found this post because you're considering investing in aluminum prototype molds to develop an exact replica of the Statue of Liberty with Play-Doh to show off to your friends, then kudos to you for actually finding this post!
With that said, this post is not for Play-Doh enthusiasts. This post is actually for those of you looking to learn more about the basics behind what goes into compression molding rubber components, such as rubber grommets, tapered plugs, and seals.
Compression molding is an excellent, cost-effective manufacturing method for making a variety of rubber products. But, as of right now, to get professional rubber products that meet specific requirements, visually, dimensionally, and performance-wise, then you need to understand the backbone of the molding operations... tooling.
What Is Rubber Compression Molding?
Rubber compression molding is a process where you take a preformed rubber material and place it into a cavity of a heated mold. You then close the mold in order to shape the preformed material using pressure and heat for a specific amount of time in order to cure the rubber. Heat is used to catalyze/harden the material, pressure is used to fill the cavity and remove air voids, and time is required to fully cure/harden the material.
A mold is used to develop the final shape, which contains the male and female components. Once that mold is together, the gap between the male and female (i.e. the cavity) determines the shape of the rubber. The excess rubber will flow out of the cavities into the overflow grooves, providing a trim area.
Primary Elements of a Compression Mold
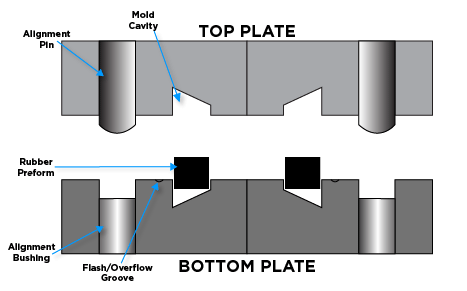
When you look at a compression mold, you're gonna notice different elements that each play a role in successfully molding a rubber product. As you can see in the graphic here, a compression mold will typically include:
- Top and Bottom Plate
- Alignment Pins and Bushings
- Mold Cavities
- Flash/Overflow Groove
Mold Making Process
To keep this simple, the process of making the physical mold includes:
- Design Process: This requires a fair amount of experience in understanding everything mentioned in this post in order to ensure parts are made correctly and reduce any chance that revisions will need to be made to the tool
- Metal Blocks: Ordering and receiving the metal blocks (either aluminum or steel) that will be machined
- CNC Machining the metal blocks: CNC machining is a process that uses computer-controlled cutting tools to remove material from the blocks in order to shape the elements of the mold, such as the cavities and overflow grooves.
- Finishing: The tool will then go through the finetuning process to ensure the mold's surface will produce the desired rubber surface when molding
- Mold hardening: To ensure durability, the mold will go through a hardening process that involves controlled heating to a high temperature, followed by a controlled cooling stage
Choosing Mold Plate Material: Steel vs. Aluminum
Compression molds are almost always going to be machined out of either aluminum or steel. There are pros and cons of each that make them obvious choices based on what the scenario is. Below we cover the basics of each material to give you a better grasp of when each is chosen and why.
Steel Molds
The majority of compression molds that you'll see are machined out of hot rolled steel (HRS). Hot rolled steel is heat form, then cooled after forming, making it much more thermally stable. Because of this, it won't warp when it's put through standard molding temperatures. Rubber molders avoid using cold rolled steel as they're more unstable and prone to warp when put through higher molding temperatures.
Aluminum Molds
Aluminum is a soft metal, which means it's not commonly used as a production mold due to durability concerns. However, because it is a soft metal, aluminum makes an excellent option for prototyping parts and low-volume runs because it is relatively easy to machine, faster to machine, and it's easier to achieve a finer surface finish. One other weakness of aluminum is that because of the softness of the metal, clamping pressure needs to be as low as possible in order to minimize any risk of damage caused by the crushing forces of the plates.
Flash
When it comes to compression molding, flash forms when the rubber material leaks between the mold's surfaces. This will typically occur along the parting line. Flash mainly only impacts the surface as a cosmetic defect, but in some cases, it may also impact the part's sealing capabilities. After a part is molded, the flash is usually removed by hand or by using a knife, scissors, or another cutting mechanism.
Flash is difficult to completely avoid altogether, but when it comes to a compression mold, here is what to look for:
- Be sure the mold is clean. You'll typically see rubber molders use air compressors to blow off any dirt, dust, or excess rubber that may have been left on the mold. If not properly done, the dirt can cause the parting lines to mismatch, resulting in flash
- Check to ensure you have proper clamping pressure
- If the tool is overused and worn down, it may also cause issues with the parting line mismatching
Flash/Overflow Grooves
A flash groove is an area or "groove" in the mold where excess rubber can overflow into during the molding process. This mold feature is used to ensure that excess rubber has a place to go without negatively impacting the part or the mold itself. It also helps with making the flash removal process slightly easier.

In the image shown above, you see the mold's overflow grooves. Outside of being used as an area for the excess rubber to overflow into, it also acts as a vent for the air inside the cavity to escape out. This is vital to ensure the rubber is able to fill the cavity completely to prevent any voids in the final product.
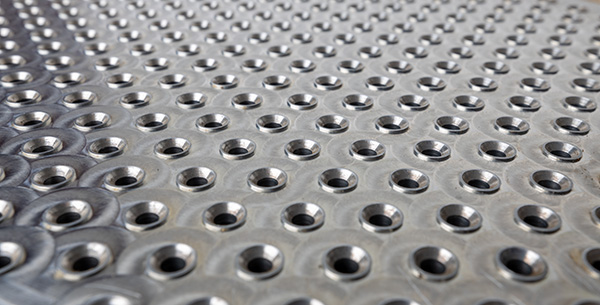
In the image shown above, you see the cavities' lips are protruded slightly. This feature acts as a method of reducing the amount of effort required to de-flash the plugs as it was perforated / cut into the excess rubber during the compression molding process.
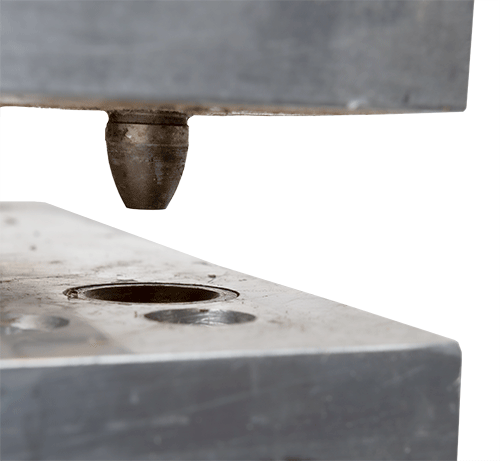
Mold Cavities and Placement
A mold cavity is the hollow form/frame where a rubber pre-form is placed and used to mold the material into the desired shape. The mold cavity is typically a two-piece construction consisting of half the part cavity cut into the top plate and the other half of the cavity cut into the bottom plate.
Cavity Placement
Compression molding is meant for mid-to-low volume production due to the amount of time that it takes to add the rubber preforms to the cavities, cure the rubber, and de-mold. Because of this, it's important to optimize cavity placement to get as much out of the mold as efficiently as possible.
This requires an understanding of different arrays based on the products you're molding that will impact the number of cavities you're able to include. But, you also still need to keep under consideration the room between cavities due to overflows, venting, and other vital factors.
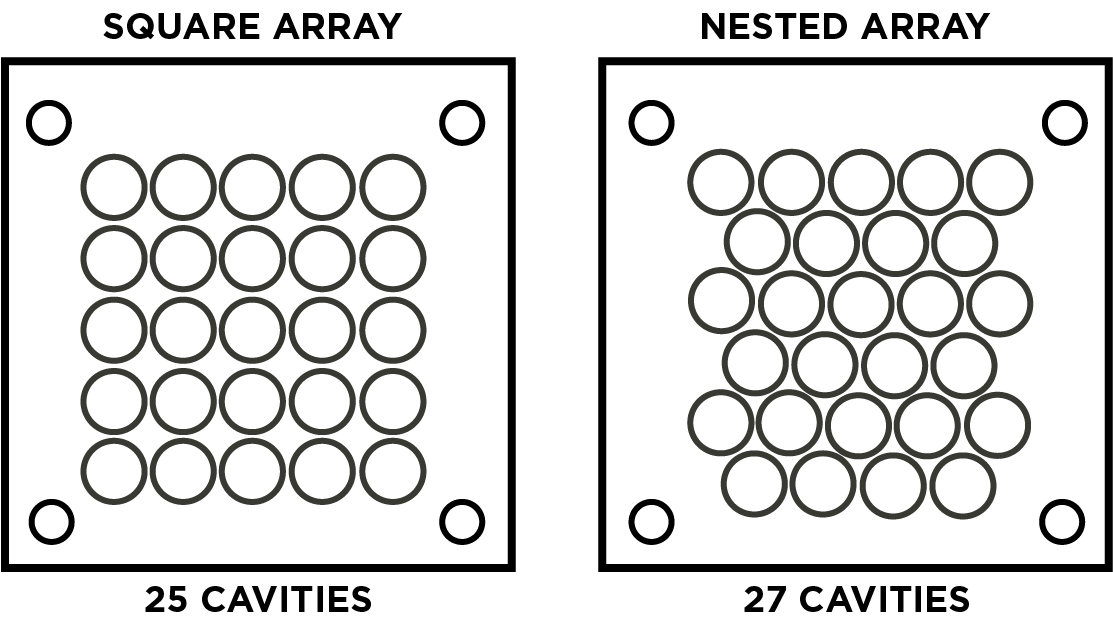
Below, you'll find an image demonstration of what optimizing a tool's cavity placement looks like when you appropriately nest the cavities in an equilateral pattern, rather than a rectangular/square pattern, resulting in the ability to fit 2 additional cavities.
Alignment Pins and Bushings
Alignment pins and bushings are what are used to properly "align" the mold plates together and to maintain alignment. These can be critical to producing an efficient molding process.
Selecting what alignment system to go with will depend on the shape of the part you're molding, part tolerance requirements, material being molded, and the mold size/weight.
Conclusion
Rubber compression molding is an excellent method of producing rubber products without the significantly higher price tag you may see with injection molding. But in order to mold the part that meets your needs, you need to put a lot of emphasis on the mold-making process as it will dictate how the part will turn out.
If you have any questions, looking to get a part molded, or need to request a quote, fill out the form below and our team will get back to you ASAP!
You May Also Like...