Injection Molding Basics: Cold Runner Systems
-
 By
Lee Lechner
By
Lee Lechner - Oct 12, 2020
Injection molding technology continues to evolve every day. To understand where it's going next, you'll first want to learn the basics. We recently took you through the basics of injection molding and introduced you to hot runner systems. Today, we'll be covering the counterpart to that system, cold runner injection molding.
In this post, we'll be covering the basics of cold runner injection molding systems. We'll go over what a cold runner system is, the mold cavity flow path elements, the two types of molds, and the cold runner system's advantages & disadvantages.
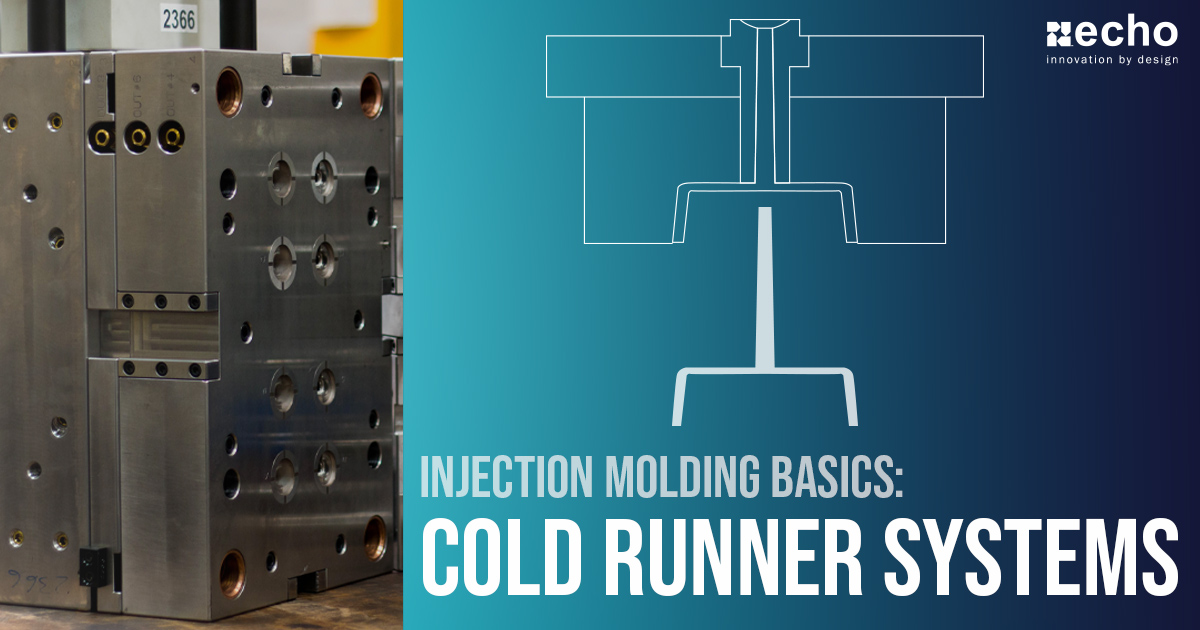
What Is A Cold Runner Injection Molding System?
A cold runner injection molding system consists of two or three plates for the mold used to inject plastic through the sprue and feed the runners that lead to parts in the mold cavity. To put it more simply, cold runners are unheated molds and channels used to inject molten plastic into a mold tool cavity.
Sprues, Runners, and Gates
An essential part of injection molding, especially within cold runner systems, is the flow path of the mold cavity that consists of a sprue, runner, and gate. Below we've included an image of what they look like and additional details on each portion.
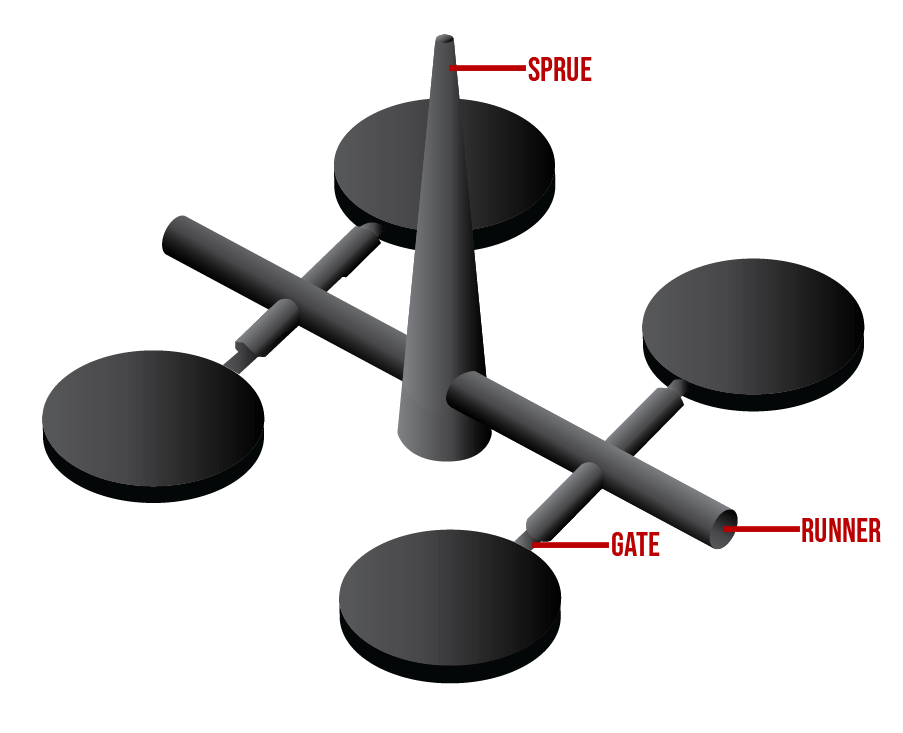
Sprue
The sprue is a channel through which the molten plastic enters the mold. The sprue bushing is where the mold's nozzle seats itself to inject molten plastic towards the cavity. It's essentially the continuation of the mold to the nozzle of an injection molding machine.
Once the part is ejected from the mold, the sprue is either manually cut from the piece (two-plate molds) or ejected from the mold and then grounded to be remolded.
To minimize waste as much as possible, injection molders want to keep the sprue diameter as small and short as possible yet large enough to pack the cavity and avoid quality issues entirely.
Runner
The runner is a channel that directs the molten plastic from the sprue to the cavity gate.
Just like the sprue, you'll want to keep runner diameters as small and short as possible, yet large enough to fully pack the cavity.
Gate
Gates are the narrow intersection between the main runner and the mold cavity. This is the point where the molten plastic will enter into the cavity.
Gate location is highly critical to the performance and quality of the final molded part.
When you're looking at an injection molded part, you'll most likely be able to find one or more gate marks from where it was cut off.
Two-Plate Molds
Two-plate molds are typically the simplest and lowest cost designs of cold runner systems. Because of this, they're typically faster lead times and faster cycle times compared to the three-plate molds. In two-plate mold forms, the mold with the sprue, runners, gate, and cavities are all on the same side of the mold.
The biggest drawback to this type of mold is that they'll require the gates to be cut off the final part.
Three-Plate Molds
When it comes to components used in a cold runner system's mold, the only difference between a three-plate mold and a two-plate mold is that a runner plate is added to the three plate mold's configuration. These molds consist of two parting planes, and mold splits into three sections.
One of the key advantages to these designs is that the runner is ejected separately from the molded part. Which means it will not need to be manually cut off. On top of that, three-plate molds give engineers more gating location flexibility, and they're a lower-cost alternative to hot runner systems (when applicable).
Unfortunately, three-plate molds have a longer cycle time, more complex tool design, require a high injection pressure, and typically results in higher material waste.
Advantages of Cold Runner Systems
If hot runner systems were perfect, we probably wouldn't be talking about cold runner systems. Unfortunately for hot runner molds, that's not the case. Cold runner systems come with several key advantages that make them more viable options when making your decision:
- Can be used with a wide variety of polymers: This includes specialty and heat-sensitive polymers that may not be applicable for hot runner systems
- Easy to Use (compared to hot runner systems): Due to more simplistic design and fewer components required
- Inexpensive to Produce and Maintain: Just like mentioned before, these are much less complex than hot runner systems
- Easier / Faster Ability to Change Polymer Colors: The excess material retained in the feed channels is cooled and ejected with the part.
Disadvantages of Cold Runner Systems
Cold runner systems may be lower in price, but there are drawbacks that you'll need to factor into your end product and total cost of ownership (TCO):
- Slower Cycle Times: Especially compared to hot runner systems, making them less viable for medium to high run productions
- More Waste & Manual Labor: With two-plate molds, you'll need to cut the sprue after molding, which can leave a big gate mark. With three plate molds, the runner will be cut automatically, leaving smaller gate marks. Either way, both types of molds will result in raw material waster
- Part Design Limitations: Due to limitations from plastic cooling in the runners, cold runner systems are best used for parts that are of a simple design
Conclusion
Cold runner systems are going to be more ideal for low to medium-low volume runs where you have a tighter budget, and also for when you're looking to use a heat-sensitive polymer. When making your choice, you and your injection molding partner will need to factor in material, applications, size, and volume.
Be sure to subscribe below to be notified of future content when we'll cover more in-depth technical injection molding content.
Related Injection Molding Content ...